Welcome to visit Changzhou Dongsheng Detecting Instrument Co., Ltd. 's Website!


SWD2 intergral type
Product description:Changzhou dongsheng testing instrument co., ltd. is a professional r & d and manufacturing of metallurgical industry automation production line sensor testing instruments as the leading products of enterprises. The company has passed ISO9001 quality system certification.
Principle
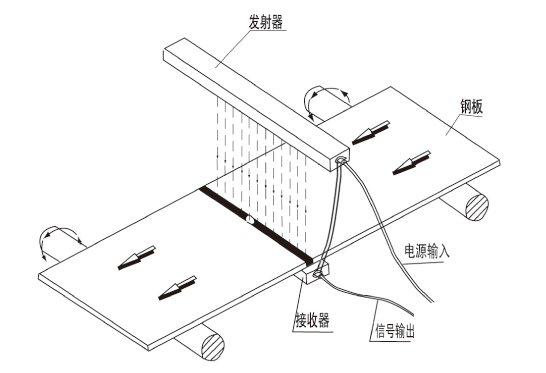
The weld detector consists of two parts, the launch and the receiver. The strip passes between the transmitter and the receiver. The transmitter emits a series of strip-shaped modulated infrared light. When the small hole near the welding bead is not in place, the beam is blocked by the steel plate, the strip receiver does not receive, and when the small hole near the weld is in place, the light is transmitted through the small hole to the receiver for receiving and outputting a switching signal.
Technical performance
Plate moving speed: 750m/min
Detection width: 300mm
Installation distance: 1.5m (recommended installation distance within 1 meter)
Working power supply: AC110 (±10%) V; AC220 (±10%) V; DC24 (±10%) V
Wiring method: aviation connector (with line 5m)
Output: 1, relay (normally open, normally closed), contact capacity AC250V 5A, DC30V 5A
2. Level: PNP Normally open I: 100mA V: 60V
Delay adjustment: delay after output pulse (0~5)s adjustable
Protection: Output overload protection (level)
Response time: ≤1ms
Indication: Power and motion are all bright (transmitting and receiving are fully aligned)
Operating temperature range: -25°C~+70°C
Feature
1. It adopts infrared modulation light source and synchronous scanning mode, which has strong anti-interference ability.
2. Adopting a receiving and output integrated structure.
3, with action instructions, full light to indicate the launch instructions, making debugging easy to use.
4. Maximum detection speed: 750m/min. (When detecting F10 hole)
Application diagram
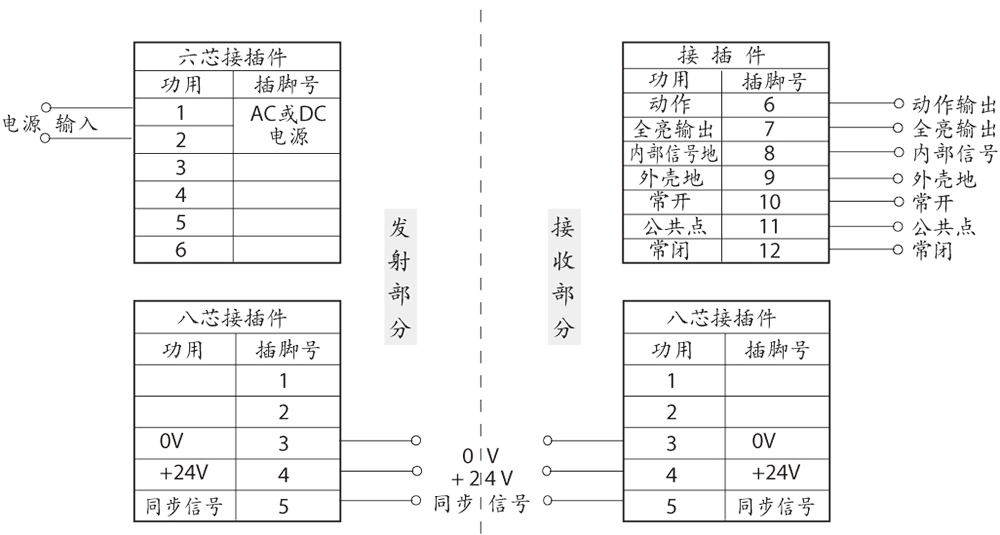
Transmitting, receiving: electrical connection diagram
SAUNDERS
WRITE A MESSAGE TO US




mobile website
Changzhou Dongsheng Detecting Instrument Co., Ltd. Copyright © 2019 All rights reserved 苏ICP备13030249号-1